









驚くほど地味で、何の変哲もない加工ではあるのですが、プレート加工が得意です。
得意というか、非常に多くお客さまから依頼されます。
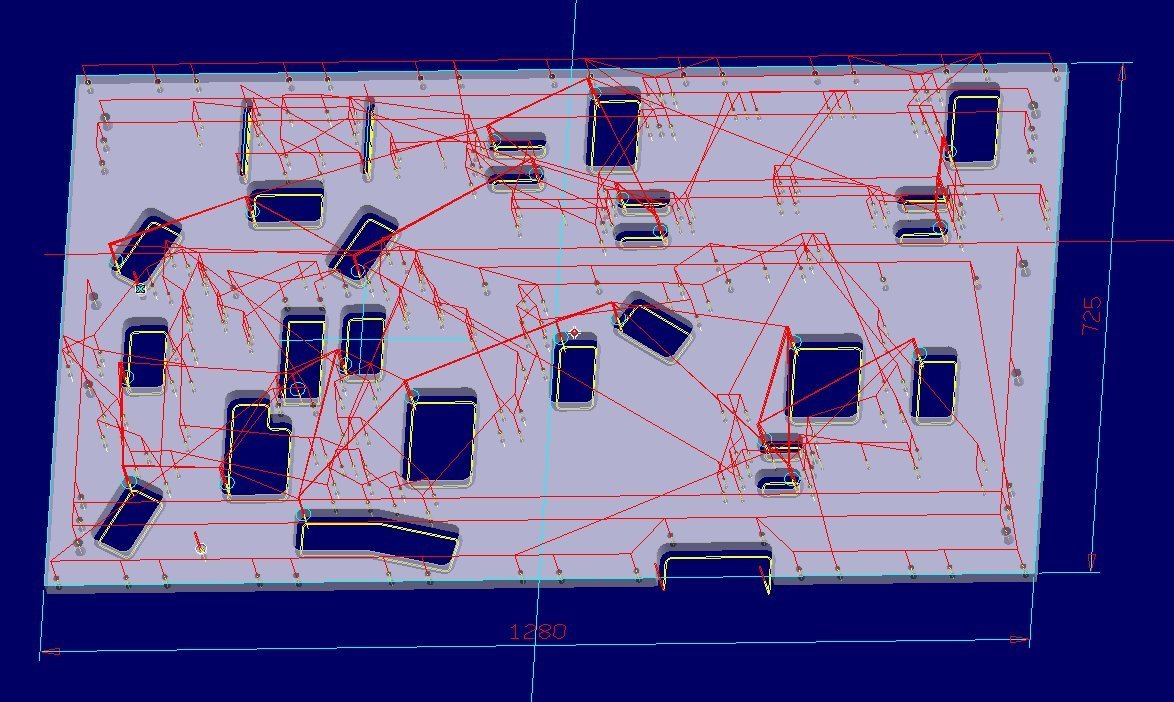
この画像は弊社で頻繁に加工しているアルミのプレートの例です。(加工設備 MC-60VAE)
赤い線は工具の早送り経路、黄色の線は工具の切削送り経路を表していますが、このお話にはあまり関係ないです。
A2017アルミ t30 x 725(ファインカット) x 1280(ファインカット)の材料で、
大きな窓を抜いて歪みを出した後に厚みを25(+/-0.05)に面削して平面度を出してから穴あけをします。
位置決めブロックやエアシリンダーやらいろいろ精密な位置で取り付くプレートで、位置度の重要なノックピン穴とネジ穴が多種類あきます。
このプレートで穴種類は18種類、合計穴数は270です。
もちろんアルミだけでなく、SS400などの鉄系材料も多いです。
設備のベースプレートや金型取付プレート(ダイセット)などです。
弊社は愛知県小牧市にありますが、プレート加工に関しては兵庫県や三重県など、すこし遠方の大手企業のお客さまからも「ぜひシマダ機工で加工して欲しい」とまで言っていただけるほど重宝がられています。(ここは誇っていいところなので、言わせていただきます。えっへん。)
プレート加工でお客さまが困っていることを聞くと、次のようなことをおっしゃられている場合が多いです。
・穴位置ミスによる不良が多い
加工者に穴位置をよく間違われてプラグ補修していいかという問い合わせが多くてめんどうくさい。
プレート加工でよくあるミスは、穴座標を間違えてプログラムして変な場所に穴をあけてしまうということです。
そもそも加工業者で穴位置不良が見つからず、お客さまで組み立ての最中に「組み立てられない!」が発覚して
組み付けた部品をまたバラして三次元測定器に載せて測定して、加工業者にクレームして、加工業者に大急ぎで戻して補修させて、
戻ってきたプレートにまた慌てて組み付けて、というとんでもないストレスが発生しているのを良く聞きます、、、。
組み付け前に受け入れ検査したほうが良いのでは、、、。
・価格が高い。
穴位置をNCプログラムに入力するのに時間がかかり、プログラム作成費が加算されて高額になりがちです。
・納期が遅い。
穴位置をNCプログラムに入力するのに時間がかかり、プログラムが完成してからじゃないと加工着手しないので、なかなか完成しない。
上記のようなプレート加工で問題を抱えたお客さまが、なぜ遠方からでもはるばる弊社に多く依頼していただけるのかというと、、、
弊社ではある程度、この問題を解決できているからだと思います。
・穴位置ミスによる不良が多い
↓
弊社では穴位置を間違うことは、ほぼあり得ません。
・価格が高い。
↓
弊社に依頼される量が多すぎて加工しきれないものを、たまに協力会社さんに加工のお願いをすると2倍ほどの価格になります。
弊社が半額なのではなく、協力会社さんが2倍なので、そこのところはお間違えの無いようにお願いいたします。。。
穴数が多い場合はNCプログラム作成時間だけでなく加工時間そのものも長くなります。
他社さまの場合だと、「かかった時間のチャージが請求される」と思います。
シマダ機工の場合は、「加工時間が長くて放っておけるからラクだね~」という認識になっています。
これが価格の差となっているようです。
・納期が遅い。
↓
弊社では、穴数が大量にあっても、NCプログラム作成時間が非常に短いです。
また、NCプログラム作成中に、すでにプログラムできている部分は加工を始めています。
ほかの仕事がつまっている場合もスケジュール管理システムの予定のすき間を縫って加工しているので、早めに加工が終わります。
他社さまの場合だと、「プログラムがちゃんと完成してから加工し始めないと、間違ってたら怖い」と言うと思います。
シマダ機工の場合は、「間違わないからすぐに加工します」という認識になっています。
これが納期の差となっているようです。
というように、お客さまの悩みが、弊社ではある程度まで問題解決されています。
どうやっていると思いますでしょうか。
実は、そんなに難しい話ではありません。
ただ、この問題解決を実現するにあたって、お客さまにお願いしていることがあります。
「CADファイルを2Dでも3Dでも良いので、ください」
ということです。
上記のようなことを実現している仕組みの1つとして、CAD/CAMによるNCプログラミングの自動化が挙げられます。
紙の図面でこういったプレートの図面をいただくと、穴の座標をPCなり加工機なりに手打ちする羽目になり、NCプログラミングだけで3日くらいかかります。
これが弊社の協力会社さんだと価格が2倍になる要因の1つです。
いまはとても良い時代で、CADファイルをいただけるお客さまが増えてきました。
(某重工さんだとCADで製図しているにもかかわらず「セキュリティがあーだこーだ」と言って “強く” 要求しないともらえませんが。。。)
270個の穴の座標、0.xxxのケタまで全部間違えずに入力するとかは至難の業なので、極力避けたいです。
CADで設計してあるものを紙にして、またそれをわざわざコンピュータに手打ちしてミスを誘発するというのも精神的苦行なので、CADがいただけない場合は申し訳ないですがお仕事を辞退させていただくことがあります。
CADファイルは3DモデルならSTEPかIGES、2DモデルならDXFやDWGなどを、いつも頂いています。
CADファイルをいただくと、以下のムービーような事ができてNCプログラミングが早く、正確にできます。
時間の無い方は
・0:00~0:45(穴の自動認識)のところ
・3:25~4:00(あらかじめ決めてマクロに登録してある加工方法を自動選定)のところ
・5:30~ (加工シミュレーション)のところ
を見ていただくと良いかと思います。
このムービーでは3Dモデルから穴を自動認識させてマクロを適用しています。
形状、穴種類、位置などを自動認識してグループ化し、この穴にはこういう加工だよ、と登録してあるマクロを呼び出して演算してNCプログラムを作ります。
この記事の冒頭の写真のプレートのプログラミングだと、プログラム完了まで10分未満だったと思います。
ミスなし、苦行なし。
マクロで弊社に登録されているもっとも良い加工方法と加工条件が自動適用されるので、ベテランが加工したから上手く出来てる、新人が加工したからうまく出来てない、などといった個人差もありません。
加工した結果であまり良くなかった部分を修正して、またそのときにもっとも良い加工方法をマクロ登録しなおしていくので、どんどん改善されていきます。
穴加工だけでなく、ポケット加工なんかもこのムービーのような感じになります。
この動画では自動認識ではなく手動で選んでポケット認識させています。
記事冒頭の写真のアルミプレートは四角い貫通ポケットを自動認識させてプログラミングし、加工していました。
したがいまして、弊社にCADファイルを送っていただくとお客さまに起こる良いことというのは、
「不良が出やすい、価格が高い、納期が遅い」
の3つの悩みが
「不良が出にくい、価格が安め、納期が早め」
の3つのストレス無しに変化することです。
弊社にCADファイルを送付せずに紙図面だけで加工を依頼するのは、美味しいところをわざわざ捨てることになりますので、ぜひCADファイルの送付をお願いいたします、と紹介する記事でした。
よろしくお願いいたします。m(_ _)m




















すごいですね
それにいつのまにかサーフェスベースでも穴やポケットを認識するようになってたんですね
って5軸ドリルとか使えてましたね(汗)
ちなみにM10深さ20とノック10深さ20とバカ穴10(この場合は貫通かな)などはうまく識別出来ますか?
うちはモデルが適当なとこが多いので、
自動でやって何回か痛い目にあったので
(特にCAD図だけとか)
時代についていけず なくなく紙図とにらめっこしてます(泣)
おみさん
ネジ穴はたいてい下穴の径でモデルが出来ているので識別されます。
同径のバカ穴とノック穴は自動認識では区別がつきませんが、バカ穴のφ10って見たことなくて、たいていφ11で設計されてきます。
うちも必ず紙図面を見て、怪しい設計のモデルでも穴の並び方から判断して自分で適用マクロの修正をかけますよ。
やはりそこはまだシステムじゃなく時代がまだ来てないってことですね
割と大手でもトラップ満載のが多いです
まあ自分で作ってもめんどいとこはポイントだけとかあるしアレですが・・
でもハイパーはもう2D苦手じゃなくなっちゃったんですね おそるべし・・
おみさん
トラップはもちろんありますが、トラップを先読みするのですw
このマクロをつかった2D加工、線図のままだと使えないので自分で線図から3Dに起こすんですけどね。。。