









FARO社の Prime というポータブル三次元測定器の測定範囲1.8mのモデルを購入しました。

http://www.nc-net.or.jp/company/84022/product/detail/33930/
昔にデモに来てもらった時は買わなかったんですけどね。
https://www.shimadakiko.com/article/122096667.html
弊社はいままでノギス、マイクロメータ、シリンダゲージなどの従来型測定器での測定と、「技術者の力量を管理する」というスタイルで品質保証していました。
力量で管理するとは、クランプでひずませない、工具の振れを管理して穴径を管理する、製品がひずまない加工順番を採用する、加工条件は”枯れた条件”をCAMのデータベースで管理するなど、ある程度の経験を積むと自然に品質が落ち着く現象を狙ったものです。
これに加えて図面の読み間違いや座標の入力間違いを防ぐためにお客さま支給のCADモデルベースでプログラムを作成することや、この社員はこのポイントを忘れていそうだからとポイントを絞って確認検査する、という保証方法でも充分に機能していました。
これは多くの中小企業で採用されているスタイルだと思います。
しかし、弊社はここ1.5年で社員数が3人から7人へ倍増し、うち若手技術者が4人の体制となりました。
社員そのものが成長途上であるうえ改善意欲が旺盛なので、生産性を向上するため工法や加工条件などをどんどん見直していってくれます。
したがって力量は常に変化するため、じゃっかん管理しきれていない力量管理で品質を保証するのはムリが生じてきました。
非常に重要な部分の寸法公差は中間値でビシッとできているのに、何でもないねじ穴をあけ忘れるなどの、予想外の不良も出ることがあります。
また、顧客からの品質フィードバック(寸法おかしくて組み立て出来ない!など)を待っていると改善サイクルが遅くなるため、自力で工程能力を測定し、統計管理する必要が出てきました。
品質保証というものを俯瞰すると、以下がリストアップできると思います。
(1) 外観(キズ、加工忘れの有無)で判定できる項目
(2) 従来型測定器で測定できる長さ、幅、穴径などの項目
(3) 従来型測定器では測定できない穴の位置度や形状公差に代表されるような三次元測定器で測定すべき項目
(4) 統計管理による工程能力に応じたサンプリング項目
(3)と(4)の品質保証を力量管理で代用していたのですが、これをきちんと測定する場合は当然ながら三次元測定器および統計ソフトウェアが必要となります。
大きな投資になるため、お客さまもそれを弊社に買いなさいとは、なかなか言いません。
弊社社員の経験値が上がると、(1)と(2)の保証だけで、ほぼ問題がなくなるということも知っているからだと思います。
あと弊社の顧客も含めて三次元測定器を導入しているものの、ぜんぜん使っていない会社が多々あります。
ここまで考えて少し迷ったので、TOCの「雲」もどきを作って検討してみました。
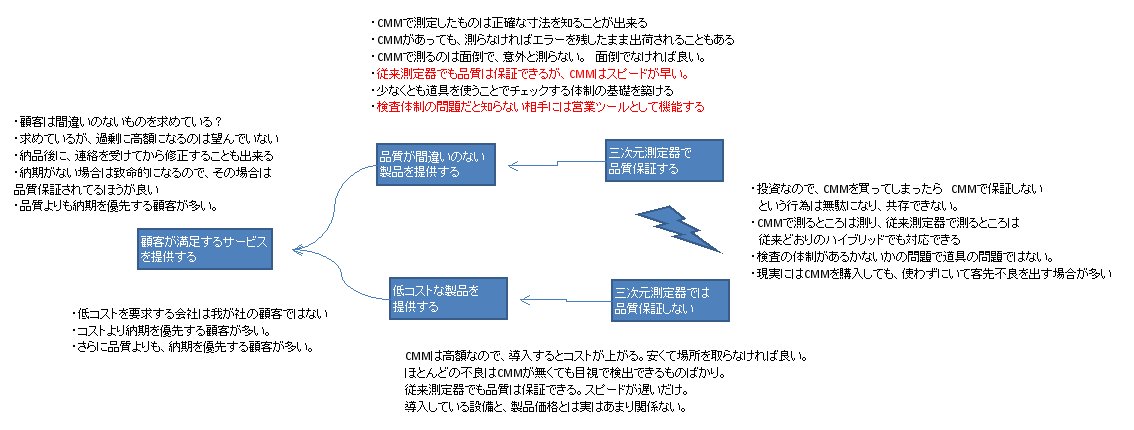
「顧客が満足するサービスを提供する」という目的に向かって動いているわけですが、
三次元測定器を導入するか、しないかで対立しています。
この図は目的を達成するための必要条件として描かれているのですが、
その背景に存在する仮定、思い込みも一緒に書きます。
この仮定で間違っているものを見つけたり、他の条件を達成する(インジェクション)ことで仮定を無効にできれば対立を解消することが出来るよ、というものです。
なにげに未完成ですが、弊社の使命は 低コスト な製品を作ることでは無いことがわかりました。
また三次元測定器は時間を節約することが出来ることがわかりました。
自信がない場合は未来ツリーなどを作って、導入したあと良いことだけを起こるようにして
悪いことが起こらないように検討するのですが、マイナス要因は財務的なものだけと思いますので今回はナシにしました。
まだ測定器が弊社に到着しておりませんので、続報はまた後日します。
久しぶりにデミング博士の14則を見てみましたが、出来ていることもあれば出来てないこともアリ。
http://quality-mind.cocolog-nifty.com/qualitymind/2010/02/post-12ae.html
日々精進したいと思います。




















こんにちは。古い記事にコメントして申し訳無いです。
まさしくうちが直面している段階で見入っちゃいました。
三次元測定器、うちはテサのティーチング可能な測定器がありますが、イマイチ使いこなせてません。
人もまだまだ成長段階で難しいです。
まぁ諦めずに足掻くしか無いんですけどね(^_^;)