こんな「外注ストレス」を抱えていませんか?
- 図面に寸法指示が無いなどの細かな質問を電話で聞いてくるので、本来の創造的な仕事に集中できない…
- 外注を使うと現場への投入遅れや出荷遅れ、品質不良が起きる…
- 投資が返ってくるまでが長くてキャッシュが寝てしまい、投資効率が悪い…
実はこれらの問題の多くは、お客様の経営課題に寄り添わない「自分勝手な外注」が根本原因です。
機械部品の調達をラクチンにします
外注の品質不良や納期遅れ、終わらない価格交渉に悩んでいませんか? シマダ機工は、お客様に寄り添って一緒に課題を解決する「問題解決鉄工所」です。



こんな「外注ストレス」を抱えていませんか?
実はこれらの問題の多くは、お客様の経営課題に寄り添わない「自分勝手な外注」が根本原因です。
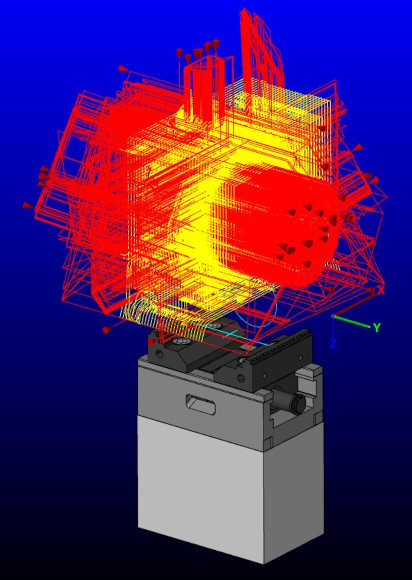
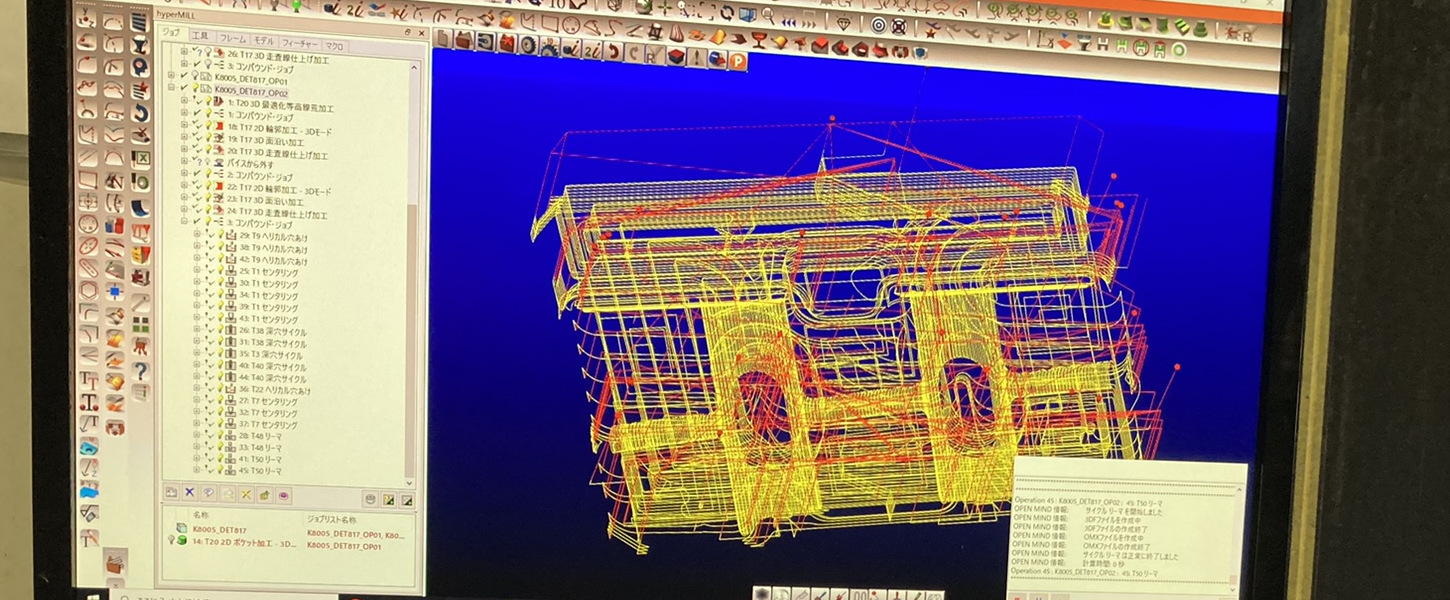
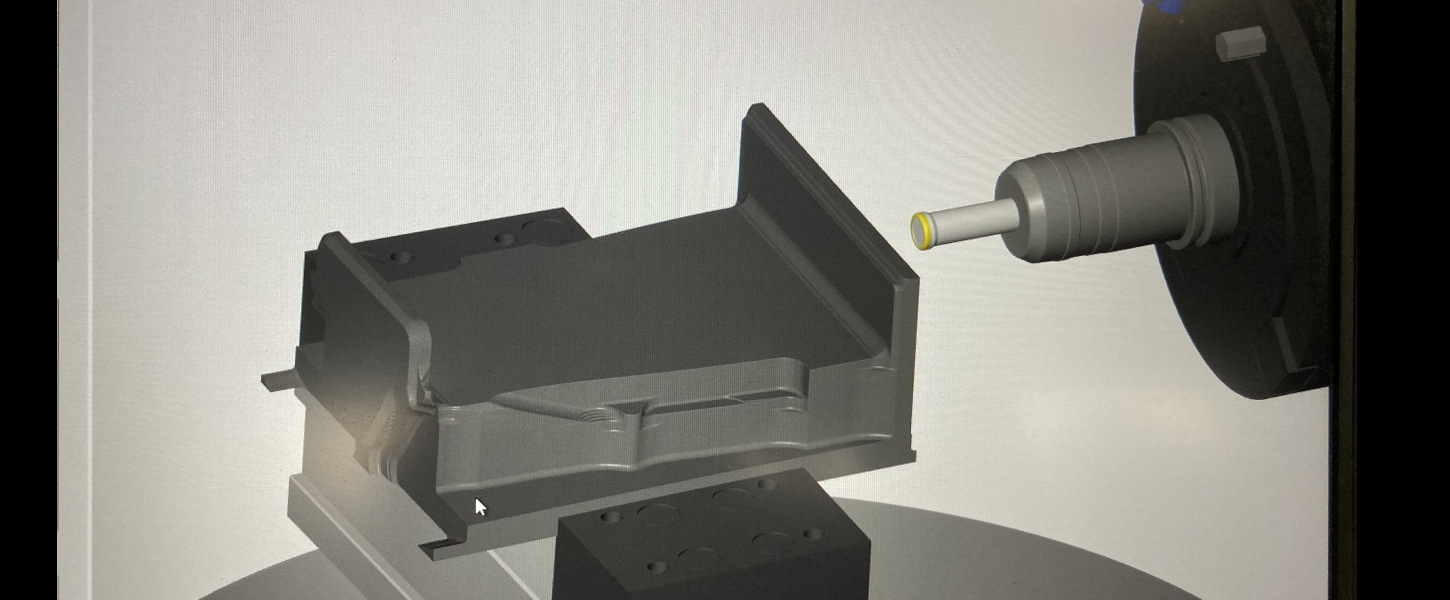
航空機エンジン部品の生産技術経験を持つ代表と、5名のCAD/CAM技術者が在籍。単なる加工だけでなく、図面の意図を汲み取った提案で、お客様の手配ストレスを根本原因から解消します。
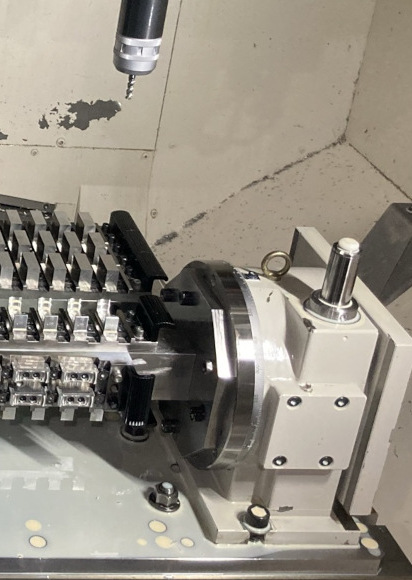
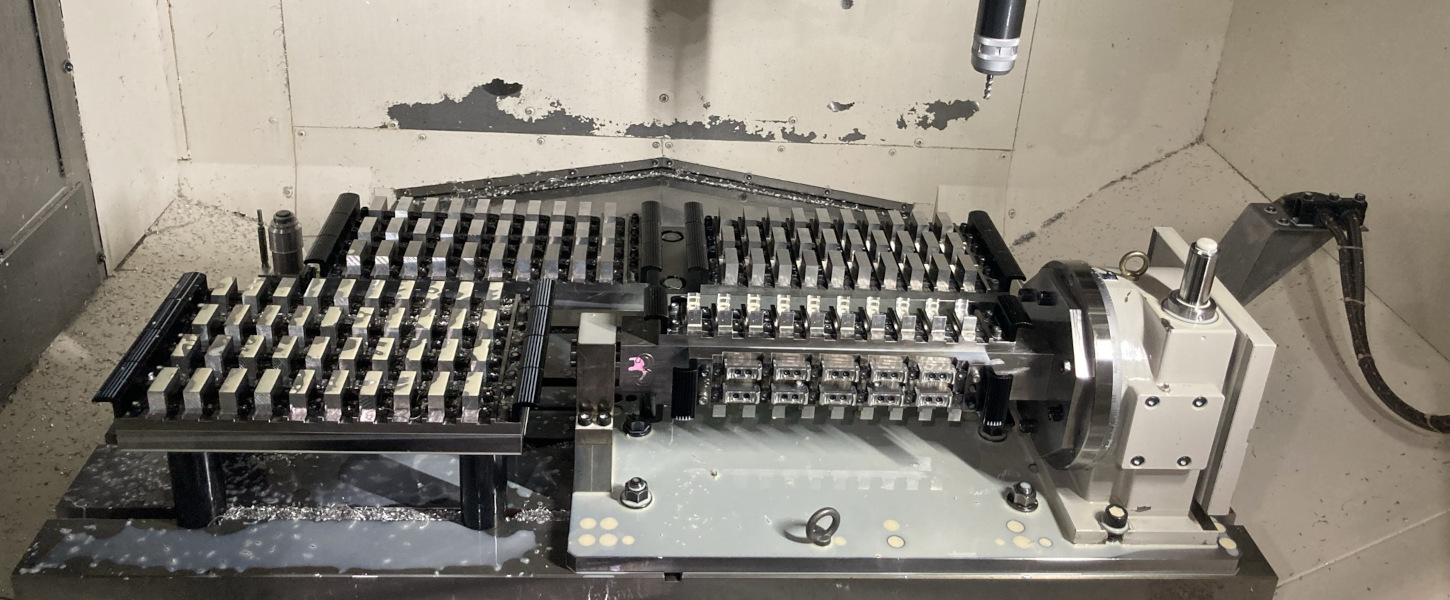
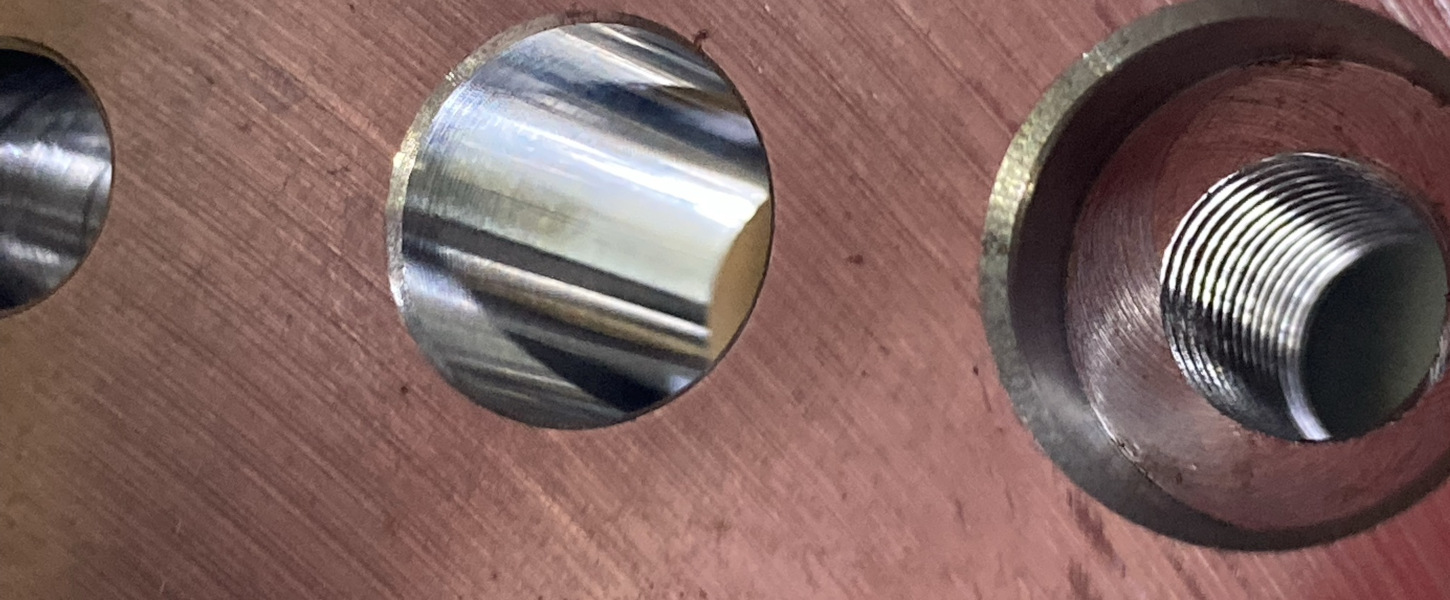
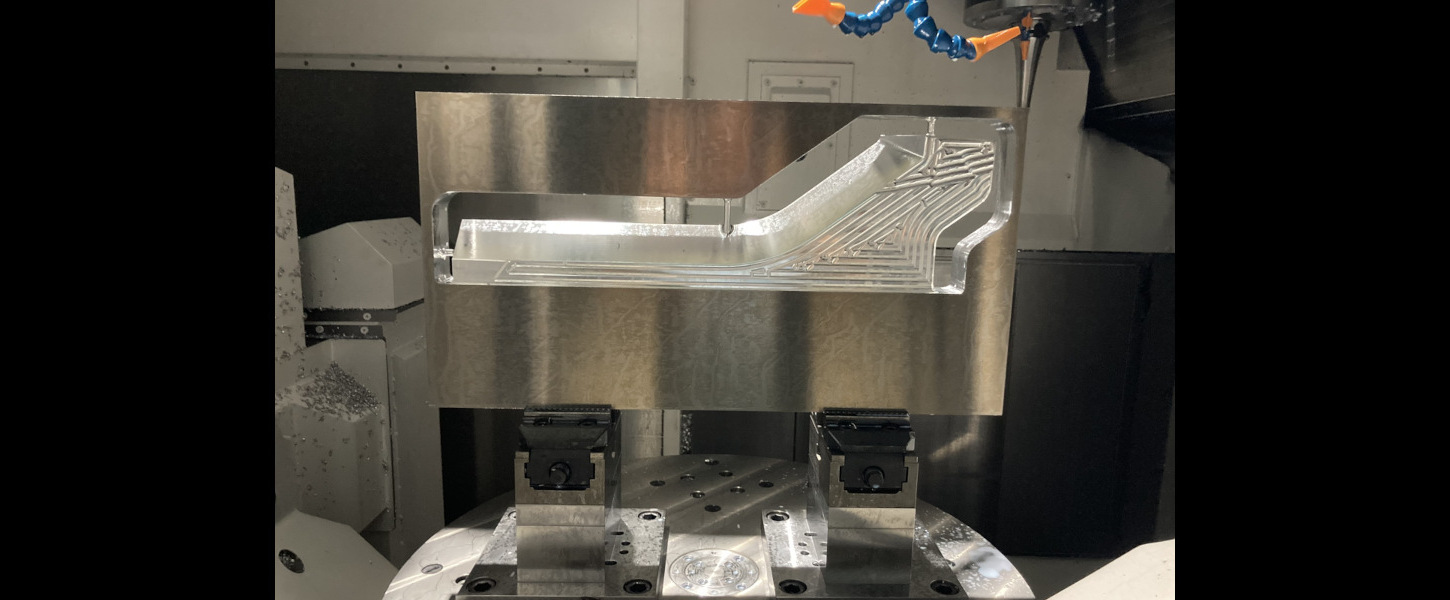
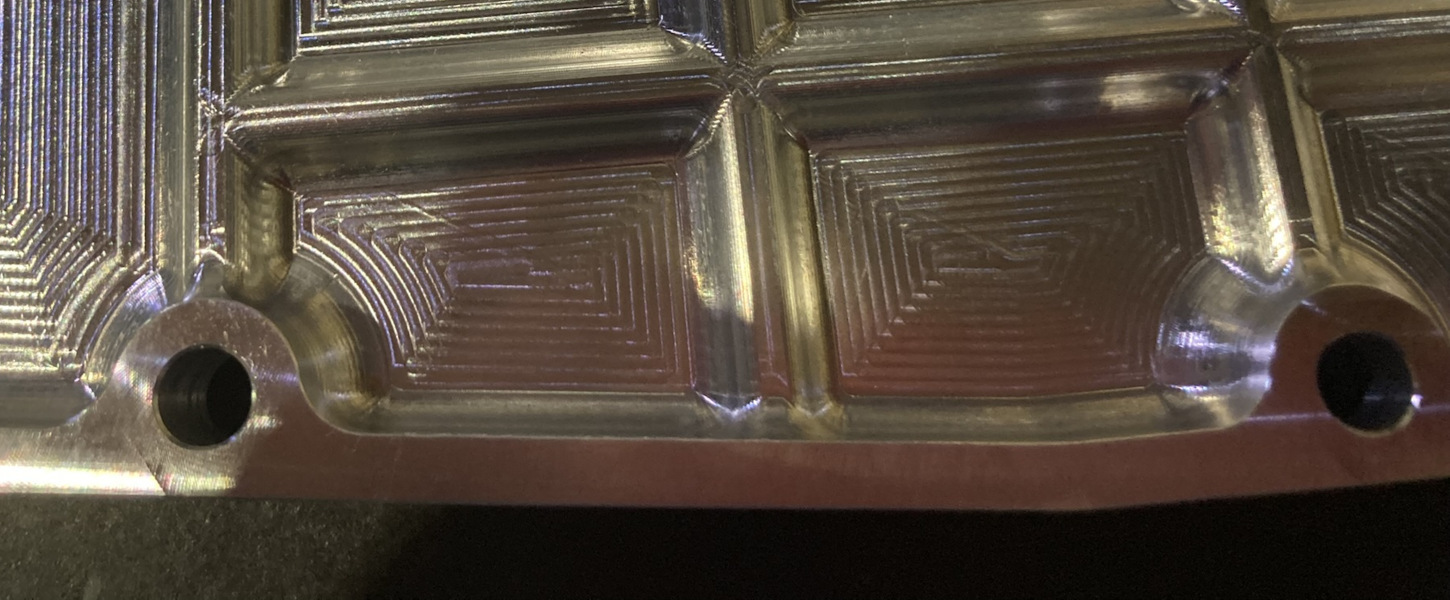
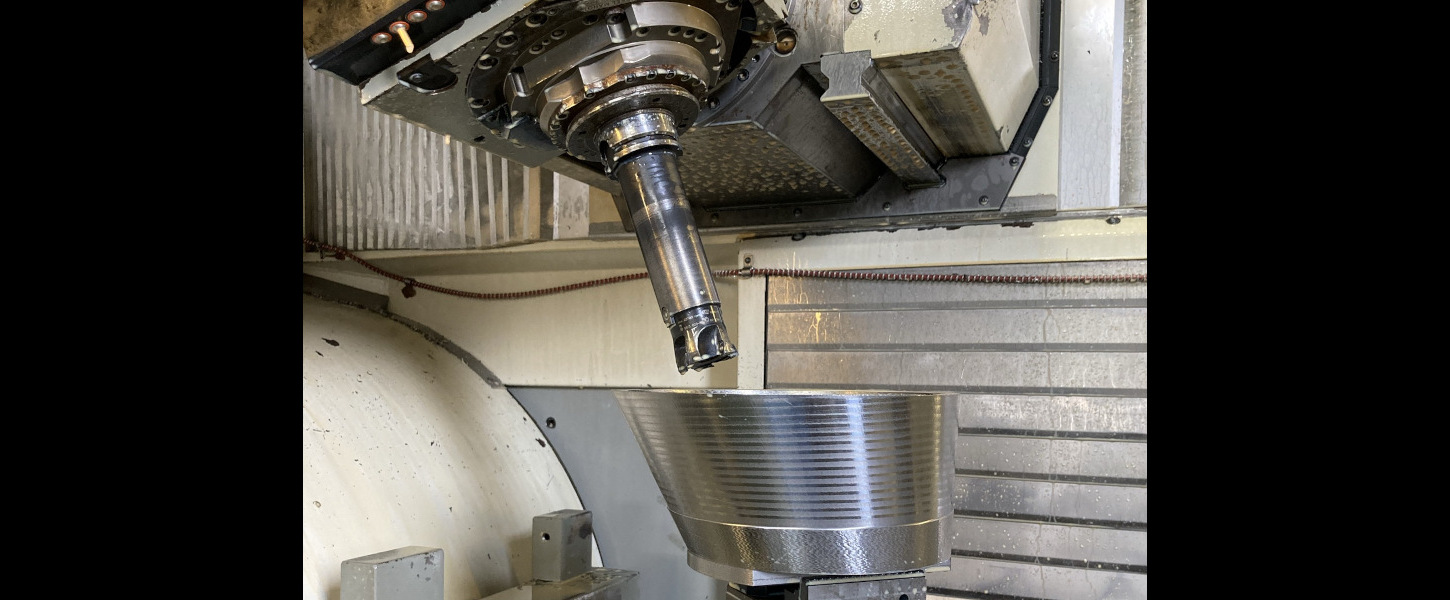
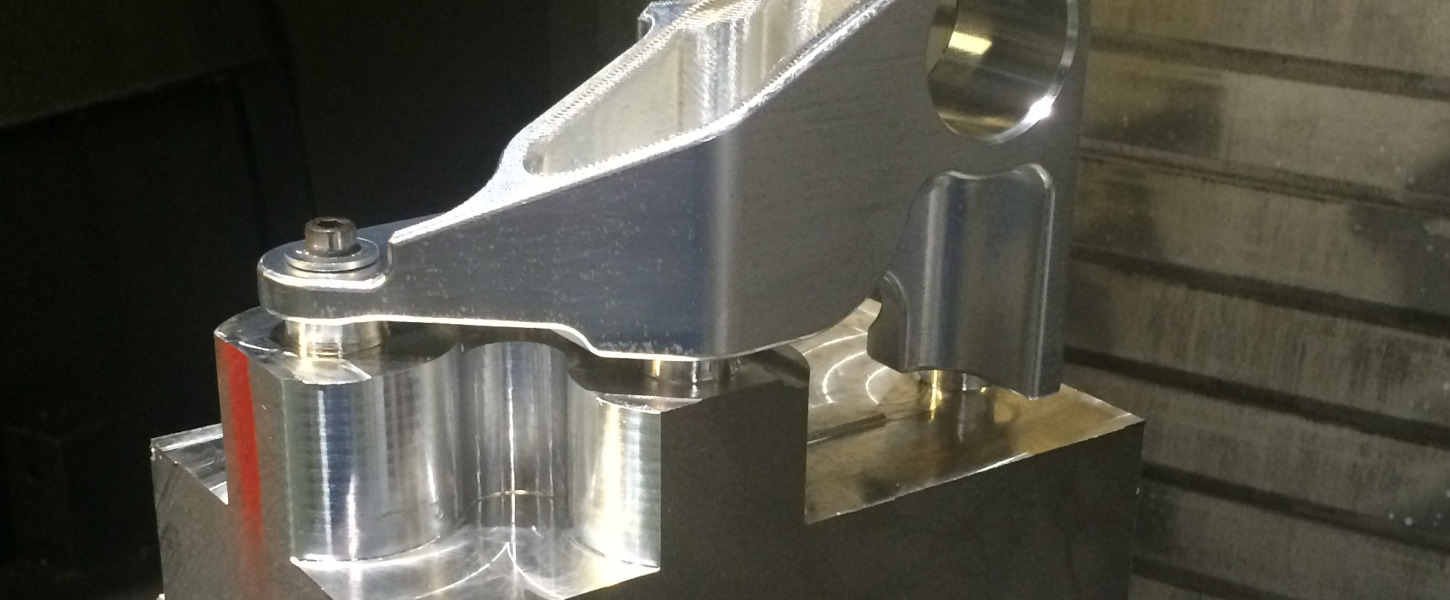
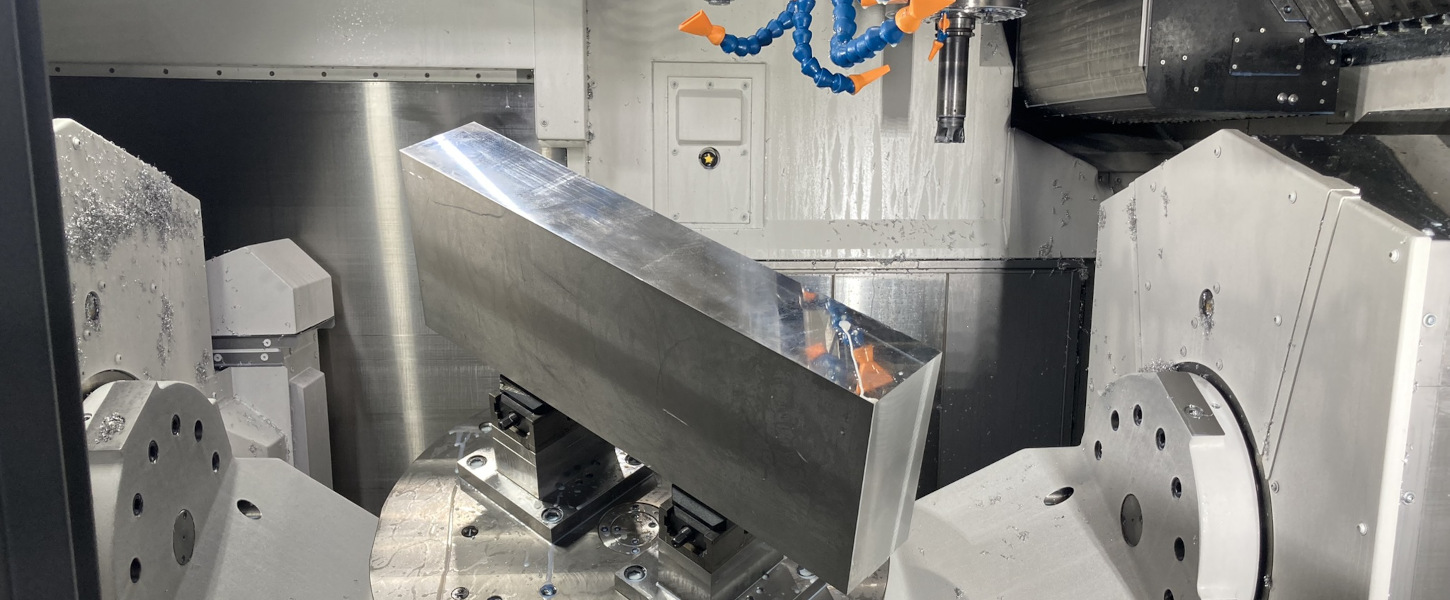
最新の同時5軸マシニングセンタ「MU-6300V-L」をはじめとする充実の社内設備を完備。三次元測定機による徹底した検査体制を構築し、インコネル等の難削材や複雑形状品でも確実な品質をお約束します。
TOC(制約理論)に基づいた独自の日程管理と、IT企業並みの情報システムを融合。24時間の自動稼働体制を活かし、在庫を抱えさせず、お客様のジャストインタイムな調達要求に柔軟に対応します。
私たちが取り組む事業
お客さまの機械部品の調達をラクチンにします を目指して事業に取り組んでいます
シマダ機工について
お客さまの機械部品の調達をラクチンにします を目指して運営しています
お知らせ
お知らせ、キャンペーン、プレスリリースなどについて紹介しています
シマダ機工の奮闘記録
お客さまの声、お仕事の状況、製作事例(掲載許可済み品)などについて紹介しています